
Today we are going to take a closer look at the Material Extrusion Method in additive manufacturing. It is also known as, Fused Filament Fabrication (FFF) or Fused Deposition Modelling (FDM)
This method is widely used by hobbyist and some professional applications. When you see some talking about “3D Printing” you can assume that they are most probably talking about this method. I will call this method FDM from now on.
The journey of additive manufacturing started with Hideo Kodama in 1981. But he was using UV light and masks or scanning fiber transmitter to harden the material in selective areas. In 1988, S. Scott Crump developed the FDM method for his company Stratasys. In 2009 the patents for FDM expired, this led to the foundation of new companies like MakerBot. The following years witnessed an explosion in the production of Semi-Professional printers like MakerBot, Ultimaker, Zortrax, and many others. And some open source 3D Printers like RepRap…
Ok, let’s see what this FDM is all about?
1- The material is fed into a mechanism (extruder) in the form of filament.
This material has to have a nature of melting and solidifying in a short amount of time. Thermoplastics like ABS are really useful for this kind of applications.
2- The material is heated until it becomes a highly viscous fluid.
3- The molten material is extruded from a nozzle.
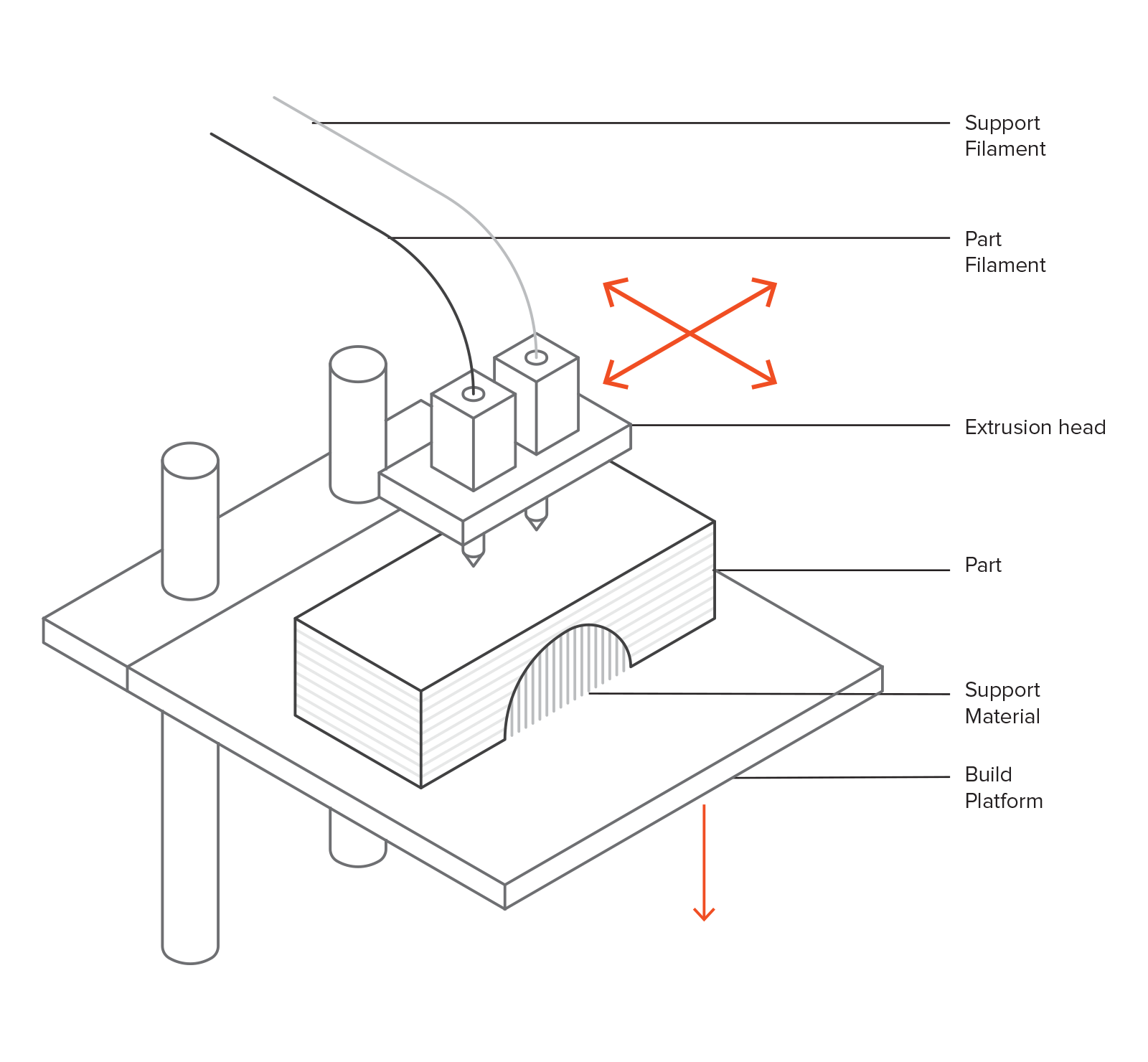
It looks like a hot glue gun up to this point. The “printer” is a sort of CNC machine which works with G-Codes. This G-Codes dictates the amount of material extruded in the given positions. After extruding the material in a layer, the printer gains height in Z direction and starts building another layer on top of the previous one. This happens until the whole model is done.
What are the limits?
Most people think that they can “print” whatever shape they like on their 3D Printers. Sorry to say that there are some limits. And there are some ways to overcome those limits as well.
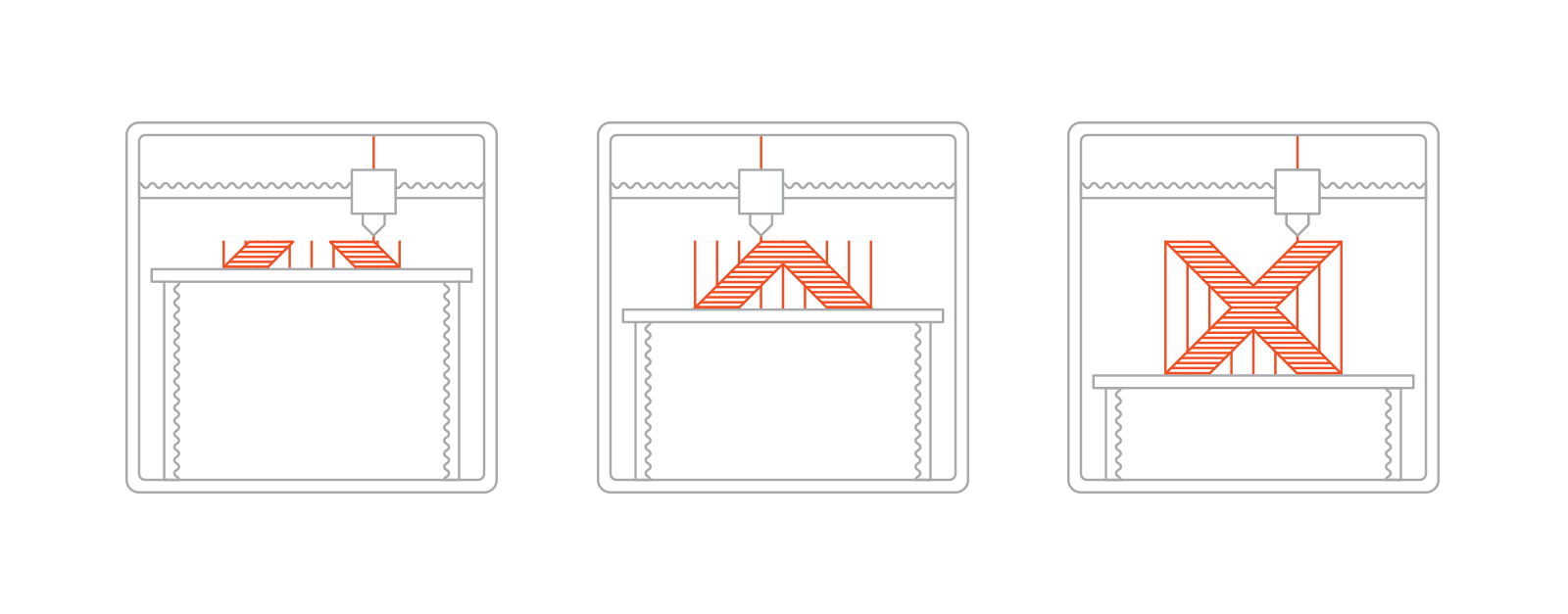
The main limitation of FDM printing is that you are building on top of another layer. If you want to build an edge without a layer beneath it, that would be impossible. This results in no undercut design. You have to design or orient your model in order to avoid undercuts as much as possible. But if you have to, then the slicing software will generate “support” structure under those undercuts which you will have to remove by hand later on.
And since you are printing layer by layer, the machine’s calibration along Z axis and X-Y axis could be different. If you have a hole on the side of you model, that might come out as an elliptic shape. The orientation of elipse will change when you change the rotation. (This is just a brief example. I will try to cover the general problems of FDM in the next chapter.)
Pros
-
Cost efficient: An FDM machine is generally a cheaper than the machines of other 3D printing methods. The filament (building material) is relatively cheaper too.
-
Easy to understand and work with: FDM is really easy tu understand when you have a look at the machine. And it is easy to troubleshoot, fix and modify.
-
Relatively stronger parts than some other methods: Parts build with FDM are generally stronger than other methods like SLA or SLS printing.
-
Open source hardware & software: Most of the FDM machines and slicer software uses open source systems which makes them easy to hack and modify.
Cons
-
Longer build times: It takes a lot of time to build than some other methods.
-
Lower resolution: You will likely get less detail on your model than SLA or SLS printing.
-
Lower dimensional accuracy: The parts build with FDM tend to have less dimensional ccuracy than other methods.
-
Failed prints: The machines tend to fail more than other methods. Some of these failures occur from the machine itself, some from the poor filament quality and some from the slicer software.
Conclusion
FDM is a really cost-effective way to 3D Print your models. Because of that, it is by far the most widely used one too. It is great for home use, educational use, prototyping and model making. But if you are working on a sensitive project which requires tight dimensional tolerances, I suggest you to look for methods like SLS or SLA.
I will try to tell more about the types of faliure and what to look for in FDM in the next chapter. 